The purchase order said aluminum nitride. The datasheet had made the case: seven times the thermal conduction of alumina, an expansion coefficient that shakes hands with refractory metals, and just enough electrical leak to let implanted charge drain away instead of building toward an arc. On paper, the better ceramic.
The paper said nothing about the next six weeks. A design-of-experiments campaign to industrialize one active-brazed seal — the seal the alumina route gives away almost for free. A sandblast booth with its standard grit banned, because the standard grit is corundum, and corundum is the wrong oxide to hammer into a nitride. Incoming lots sorted piece by piece on measured properties, because with this material a datasheet is a population, not a promise.
We had chosen the better ceramic. This essay is about what the better ceramic costs, and why that cost — not the datasheet — is how materials are actually chosen in the vacuum world.
The case on paper
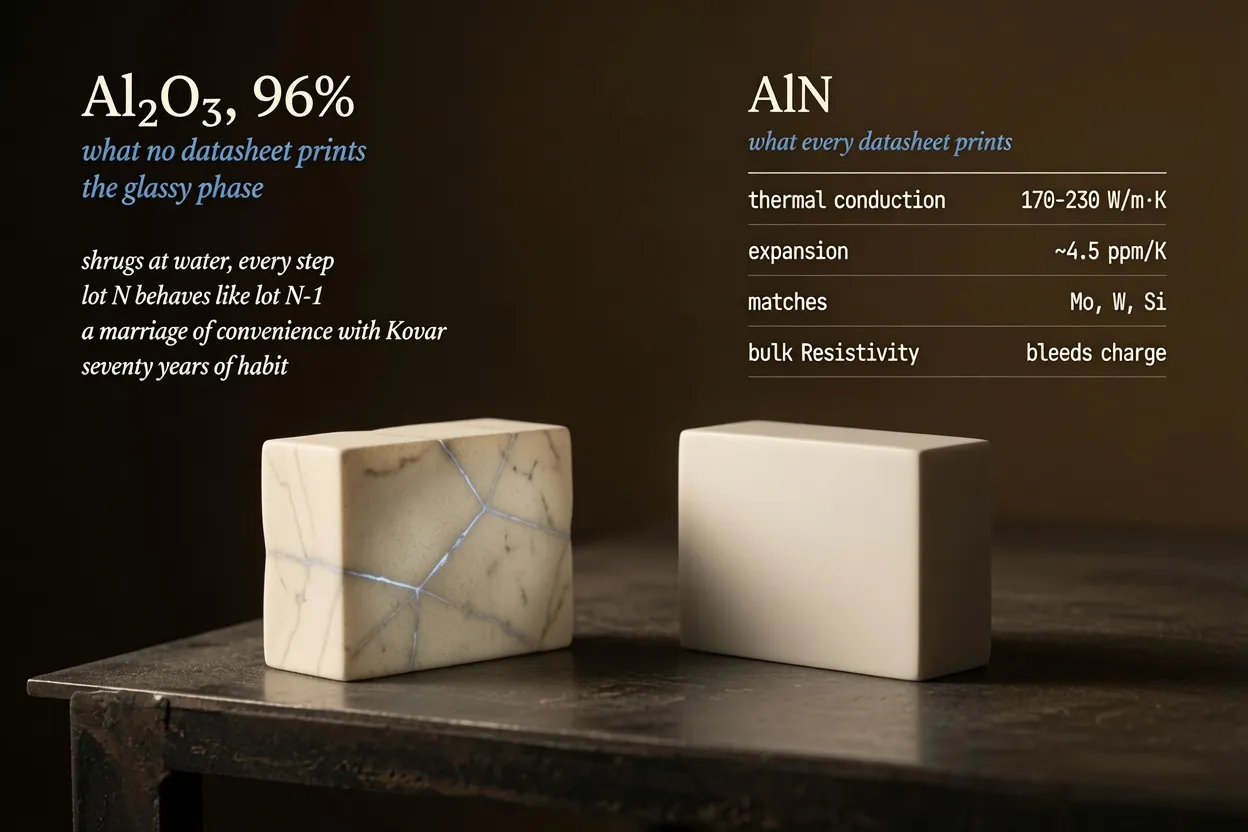
The part was an insulator on an X-ray source, and an insulator in a tube is asked to do three jobs at once: hold off the voltage, pass the heat, and refuse to hoard charge. Alumina aces the first and fails the other two politely. It conducts heat at roughly 25 W/m·K, and it insulates so well that an electron implanted by backscatter has nowhere to go. It waits there, distorting the field, saving itself for the flashover.
Aluminum nitride answers all three. Thermal conduction of 170 W/m·K and up — into the 200s when the crystal is clean. A thermal expansion near 4.5 ppm/K that matches molybdenum, tungsten and silicon, the metals and substrates you actually want against it, where alumina’s 7-plus pairs it off with Kovar and niobium instead. And, in the right grades, a bulk resistivity low enough to bleed implanted charge away before it matters. Three jobs, three wins. No contest — on paper.
Where the ceramics live
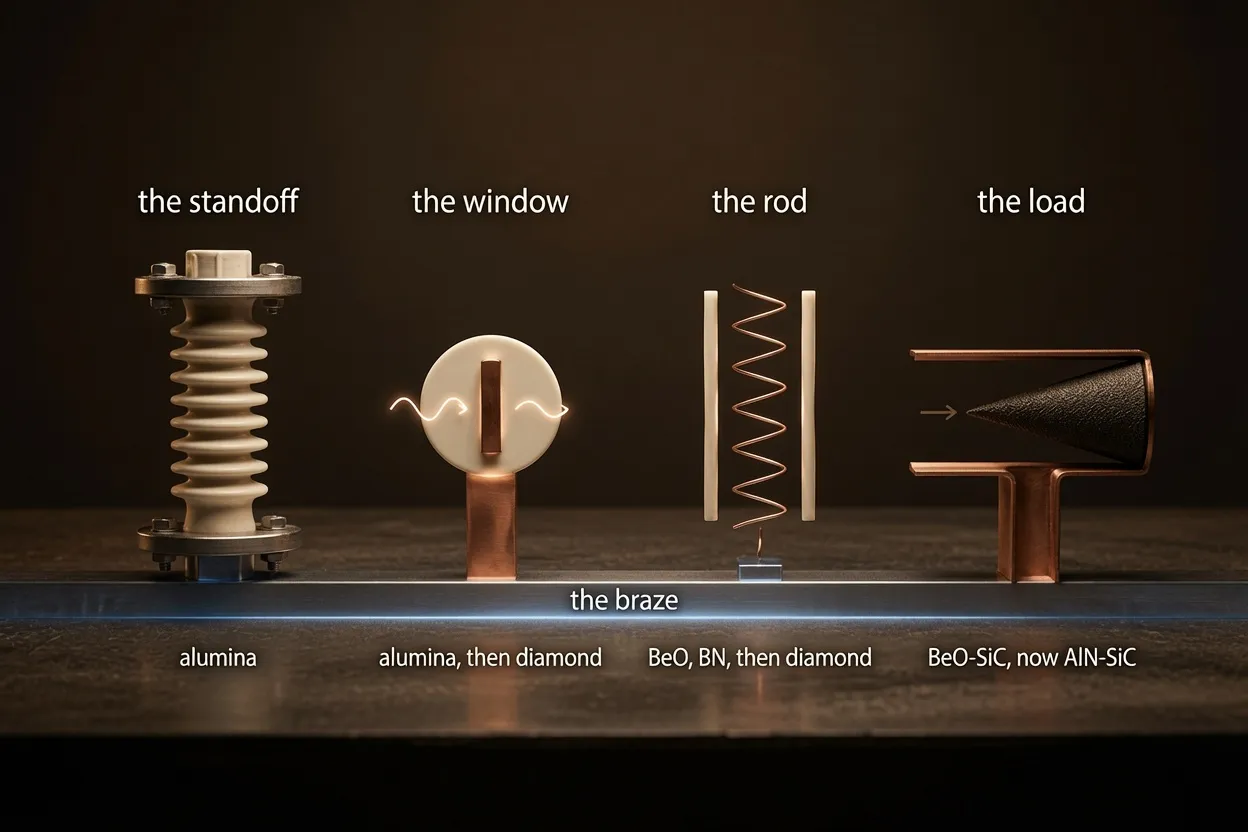
Zoom out from that one insulator and the whole tube world sorts itself into a handful of ceramic posts. Each post asks the material a different ruling question, and each has settled, over seventy years, on its own answer.
| The post | Where it lives | The ruling question | Today’s answer | Tomorrow’s bet |
|---|---|---|---|---|
| The standoff | X-ray tubes, electron guns | volts held, charge refused | alumina | graded insulators, some printed |
| The window | klystrons, gyrotrons | RF loss and secondary electrons | pure alumina, then diamond | Brewster-cut diamond, bigger disks |
| The rod | TWT slow-wave circuits | heat and RF through one part | BeO, then pyrolytic BN, then diamond | no ceramic, all-metal microcircuits |
| The lossy load | wherever RF must die quietly | absorb the wave, pass the heat | BeO–SiC, now AlN–SiC | loss engineered in layers |
A standoff can hold half a megavolt across two brazed cones. A window survives megawatts because of a coating a few nanometres thick. A helix rod must carry heat and RF through the same sliver of solid. The posts could not be more different — and in every cell of that table, the deciding move turns out to be the same one. Not the bulk. The joint. Tomorrow’s bets obey it already: a Brewster window is a harder braze, a graded insulator is a sintering campaign, and the rod’s successor is no ceramic at all.
The answer off the paper
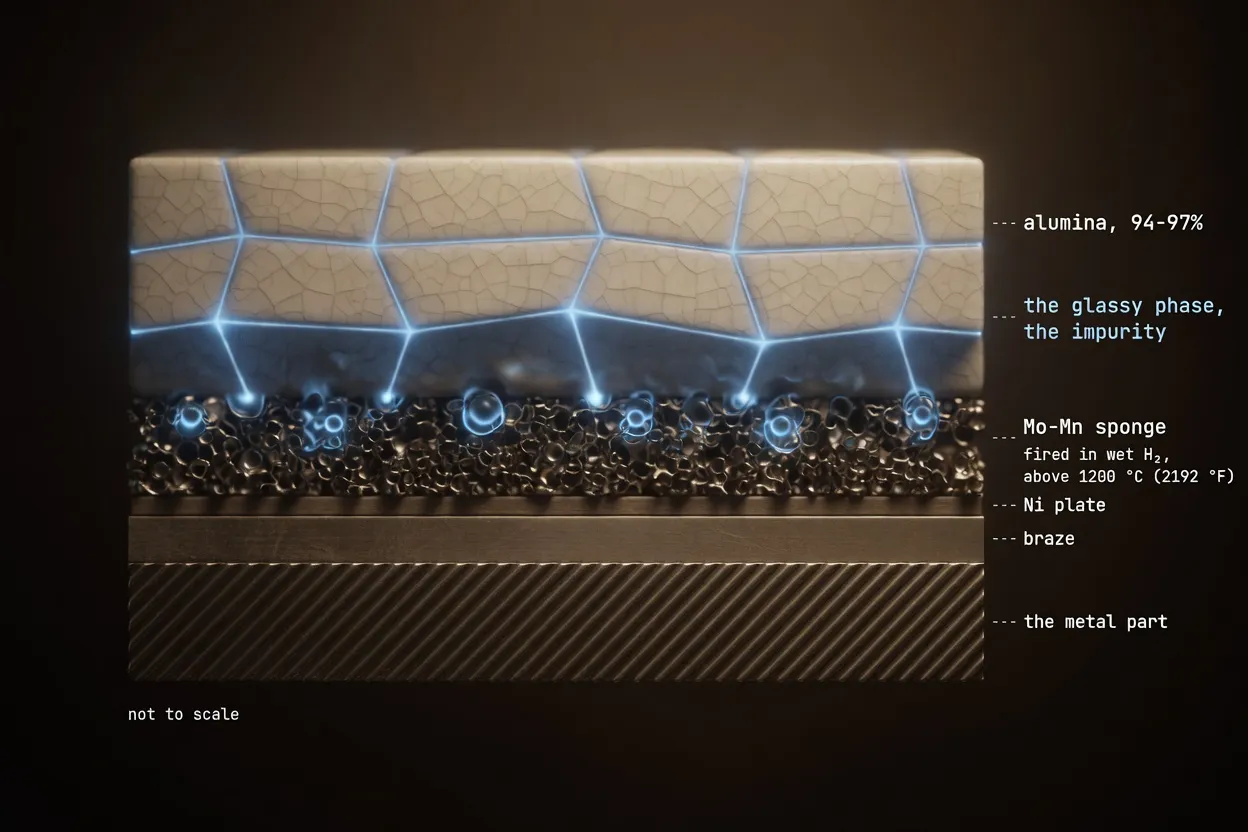
Because here is what alumina brings that no datasheet has a column for: a secret organ. Technical alumina at 94 to 97 percent purity carries a silicate glassy phase between its grains — the “impurity” that lowers its grade. The moly-manganese metallization process, the one the entire tube industry’s hermetic seals stand on, is fired above 1200 °C in wet hydrogen and feeds on that glass: the phase migrates, wets the molybdenum sponge, and locks a metal skin onto the ceramic that a nickel plate and an ordinary braze can then take over. The impurity is the adhesive. Which produces the inversion every newcomer trips on: the purer the alumina, the harder it is to join.
Around that organ, seventy years of habit. Alumina shrugs at water through every step — grinding, lapping, ultrasonic cleaning. Lot N behaves like lot N−1. Its expansion has a marriage of convenience with Kovar that the whole feedthrough catalogue is built on. None of it is on the datasheet. All of it is the reason the default exists.
Three invoices
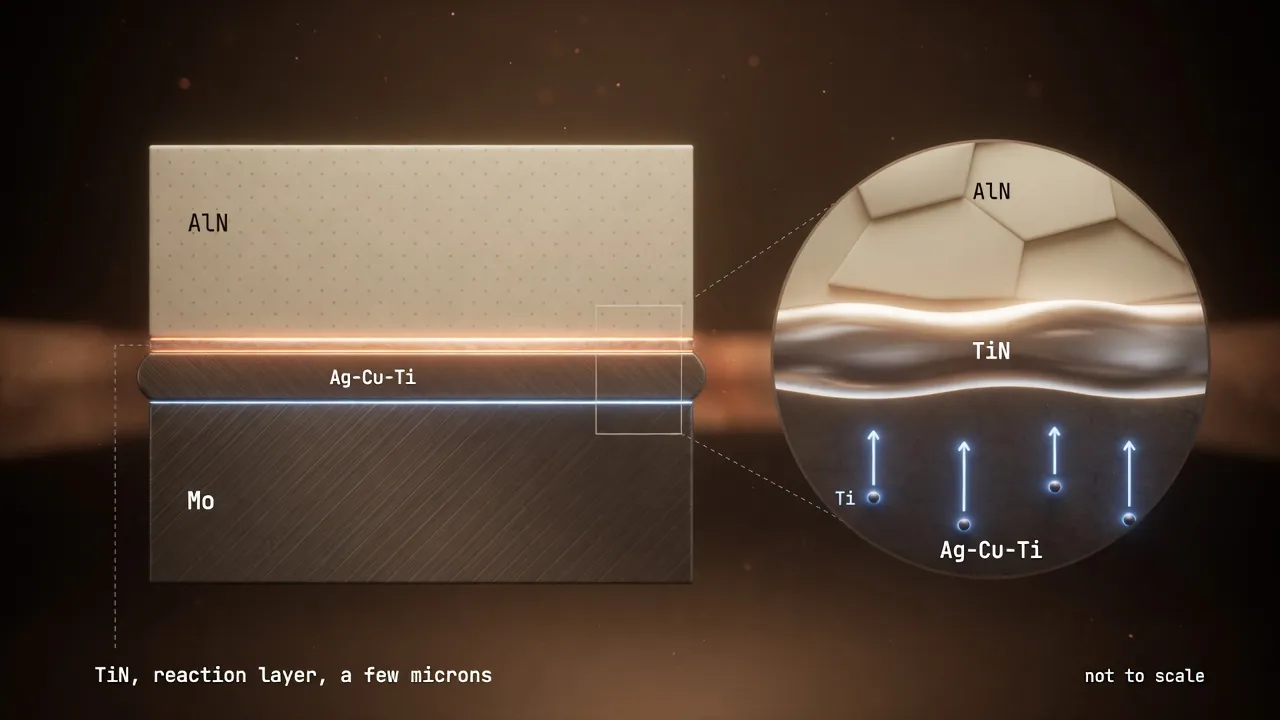
Aluminum nitride is a non-oxide. No glass between the grains, nothing for moly-manganese to feed on, so the joint moves to active brazing: a filler carrying a few percent of titanium that must be persuaded, in vacuum, to react with the nitride itself. The reaction has a window — temperature, time, atmosphere, the oxygen it finds on the surface — and the window is narrow. Narrow windows are what design-of-experiments campaigns are for. Six weeks of furnace runs bought us a process. The alumina line next door had inherited one.
The second invoice is the surface itself.
It reaches the workshop in strange places. After an arc had marked a part, refinishing it meant qualifying a dedicated blast medium, because the universal one — corundum — is aluminum oxide, and driving the oxide of aluminum into the nitride of aluminum is not restoring a surface, it is salting it.
The third invoice is hiding inside the headline number itself.
This site is named for the molecule’s mean free path; the solid keeps one of its own. Alumina’s conduction is modest but honest. AlN’s is magnificent and hostage to lattice oxygen, which varies with the powder, the sintering aid, the run — so the receiving inspection grew a new step: sort the incoming pieces on measured physical properties, one by one. The datasheet, as a population.
The law
Once you see the pattern, it stops being a story about two materials.
Beryllia ruled the heat-through-an-insulator niche for decades — 250 W/m·K and better, the rod and the load of choice. It is leaving the industry now, and not because a single property of the finished part failed. Its machining dust causes berylliosis; regulation followed; a process property ended a bulk king. Its succession — AlN in the rods, AlN–SiC in the loads — is the same bill being paid by a new generation.
And at the very top of the ladder, diamond. Best column in every table, the material that took gyrotron windows from sapphire’s hundred-kilowatt ceiling to megawatts, continuous — and some of the first megawatt windows died anyway, of a lossy surface layer born during the braze. The finest bulk on Earth, killed at the joint, until the joint was learned.
From the bottom of the ladder to its top, the same law: you do not choose a ceramic. You choose the chemistry of its assembly.
Budget a campaign, not a purchase order
The bill does get paid down — by volume. AlN heaters and electrostatic chucks are ordinary industrial articles today because the semiconductor industry ran those DOE campaigns years ago and amortized them across fabs. That is also why AlN’s price keeps falling: the LED and power-electronics lines pull the powder. A material matures not when its properties improve but when someone else has already paid its process debt.
The next customers at the counter are the frontier machines. Pulsed-power fusion wants feedthroughs that hold heroic voltages; quantum hardware wants substrates and packages that survive 300 K to millikelvin. Their teams will shortlist ceramics off datasheets, as everyone does, and the shortlist will be right. Then the swap will arrive with its true contents: a new metallization to qualify, a new braze window to map, a new cleaning sheet, a new incoming inspection. The material is the cheapest line in that purchase order.
The better ceramic is real. The numbers are real, and on the right post they are decisive. But a material is never its properties; it is its properties plus everything a factory must do to keep them intact through a joint, a surface, and a thousand serial parts. The datasheet prints the first half. The bill prints the rest. Read the datasheet — then budget for the bill.
Sources
- Mo–Mn process & alumina brazing: Chiggiato et al., Manufacturing and Assembly for Vacuum Technology, arXiv:2006.12072; glassy-phase mechanism: ceramic-solutions.com technical articles; high-purity metallization gradients: J. Asian Ceram. Soc. (2023).
- Active brazing / TICUSIL (63Ag–35.25Cu–1.75Ti): US 6,663,982; single-step CuSil-ABA UHV joints: Mater. & Design 63 (2014).
- AlN hydrolysis: Krnel & Kosmač, J. Eur. Ceram. Soc.; Fukumoto et al.; AlN vs BeO substitution: Kettner et al., Microwave Journal (2001).
- AlN lattice-oxygen / thermal conductivity: Slack, J. Phys. Chem. Solids 34 (1973); Virkar et al., J. Am. Ceram. Soc. 72 (1989).
- RF windows & TiN anti-multipactor: Michizono et al., Vacuum (KEK); CEPC klystron window, Chin. Phys. B 27 (2018); window microstructure & F-centres: Saito, IEEE TDEI.
- Gyrotron diamond windows & braze-born loss layer: GA-A23723 (DIII-D); Heidinger et al., IEEE Trans. Plasma Sci. 30 (2002); ITER EDA window R&D.
- TWT rods & diamond: US 4,153,859; US 4,683,400; Han et al., IEEE TED (diamond-film rods, +20–60%).
- Lossy ceramics BeO–SiC → AlN–SiC: US 6,579,393; J. Mater. Res. (SPS AlN–SiC).
- X-ray standoff & charge management: Thales US 11,538,604; Behling, Modern Diagnostic X-Ray Sources, CRC (2021).
- Tomorrow column: large-area diamond Brewster windows for DEMO, Fusion Eng. Des. (2020); KIT step-tunable 1 MW gyrotron with diamond Brewster window, IEEE Trans. Electron Devices 61 (2014); graded & 3D-printed insulators against flashover: Li et al., High Voltage (2020), Wang et al., High Voltage (2025); all-metal microfabricated slow-wave circuits: Paoloni et al., J. Electromagn. Waves Appl. 34 (2020), NRL 220 GHz serpentine (Cook, Joye et al.); layered lossy dielectrics: US 6,579,393.