The Vacuum Stack
Brazing
A tube is sealed for life. Almost none of its joints can ever be opened again — so they are brazed, not bolted. This is the one craft that builds the whole thing.
Three ways to join metal, and one thing tells them apart: what melts. Soldering melts a filler. Welding melts the base metals. Brazing sits in between: a filler melts, capillary action pulls it into a thin gap, and the parts never melt.
| Method | What melts | Melts at |
|---|---|---|
| Soldering | a filler | below 450 °C / 842 °F |
| Brazing | a filler | above 450 °C / 842 °F |
| Welding | the base metals | their melting point |
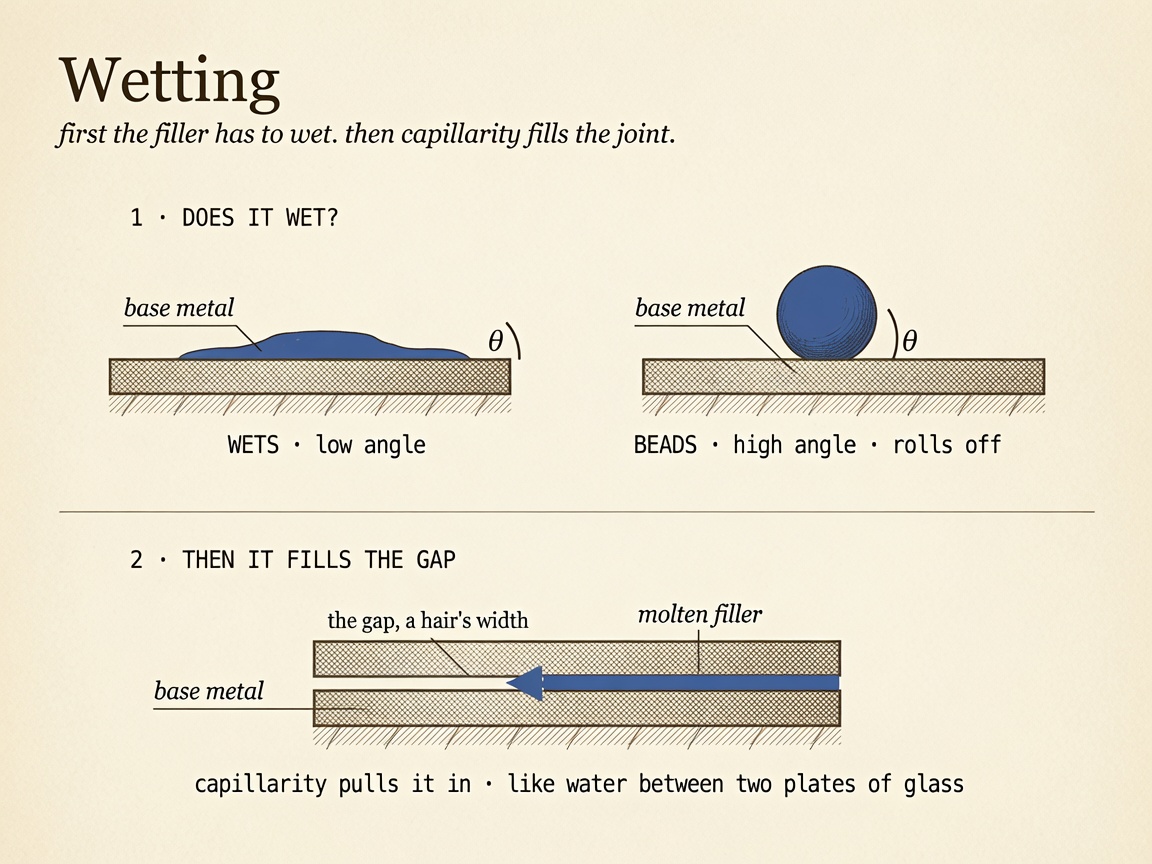
Capillary action is what pulls the molten filler in. It is the same force that lifts water between two plates of glass held close together. The tighter the gap, the harder it pulls.
But the filler only flows if it wets, and wetting is an energy balance. Where the drop meets the surface, three surface energies meet and settle at one contact angle.
Good wetting and a strong bond are two readings of the same number. A low angle floods the joint. A high angle beads up and rolls off, like water on a waxed panel.
On clean metal a non-reactive filler wets almost at once. It is just a thin liquid obeying capillarity, so nothing chemical has to happen first. An active braze on ceramic has to grow a wettable layer by reaction before it can spread, so it crawls.
| How fast it wets | non-reactive · Ag/Cu, Au/Cu | active · Ti |
|---|---|---|
| limited by | flow only | the reaction |
| spreading front | > 10 mm/s | reaction-limited |
| reaches its angle in | ≈ 10-100 ms | ≈ 1-100 s |
| melt viscosity | a few mPa·s (≈ water) | a few mPa·s |
Wetting only puts the filler in contact. The bond is built on top of that. First comes van der Waals, the weak attraction between any two close surfaces, always present and on its own feeble. Then the joint that holds, and it splits by material. Metal to metal, atoms of filler and base share electrons and diffuse across the line, alloying a thin seam that belongs to neither side. Metal to ceramic, the filler cannot alloy with an oxide, so it reacts with it and builds a new compound it can hold onto.
The right gap depends on the filler.
| Filler | Joint gap |
|---|---|
| Silver brazes | 1-50 µm |
| Gold-based | 50-100 µm |
Then the surface. A braze only takes on clean, bare metal. An oxide skin blocks wetting cold, and the filler will sit there molten without flowing, however hot it gets. So half the craft is preparation, and how a face is readied depends on its metal and its machining.
A handful of filler families do almost all vacuum and tube work, named by their major metal.
| Alloy | Mix | Melts | Where it goes |
|---|---|---|---|
| Silver-copper, eutectic | Ag/Cu 72/28 | 780 °C | the workhorse |
| Silver-copper-palladium | Ag/Cu/Pd 68/27/5 | ~850 °C | copper → stainless |
| Gold-nickel | Au/Ni 82/18 | 950 °C | unlike metals: Cu↔Kovar, Cu↔Mo |
| Gold-copper | Au/Cu 62/38 | 940 °C | low-vapour tube steps |
| Pure copper | Cu | 1083 °C | stainless & refractory, in a furnace |
| Active silver-copper | Ag/Cu/Ti — Cusil | ~815 °C | straight onto bare ceramic |
| Active, more titanium | Ticusil | ~900 °C | tougher ceramic bond, more stress |
The one ban. The cheapest silver brazes carry cadmium and zinc to melt low — and they are forbidden in a vacuum tube. Those metals boil off, foul the furnace, then evaporate inside the running tube and kill its vacuum. Tube work uses the vacuum grades, cadmium and zinc held to a few thousandths of a percent.
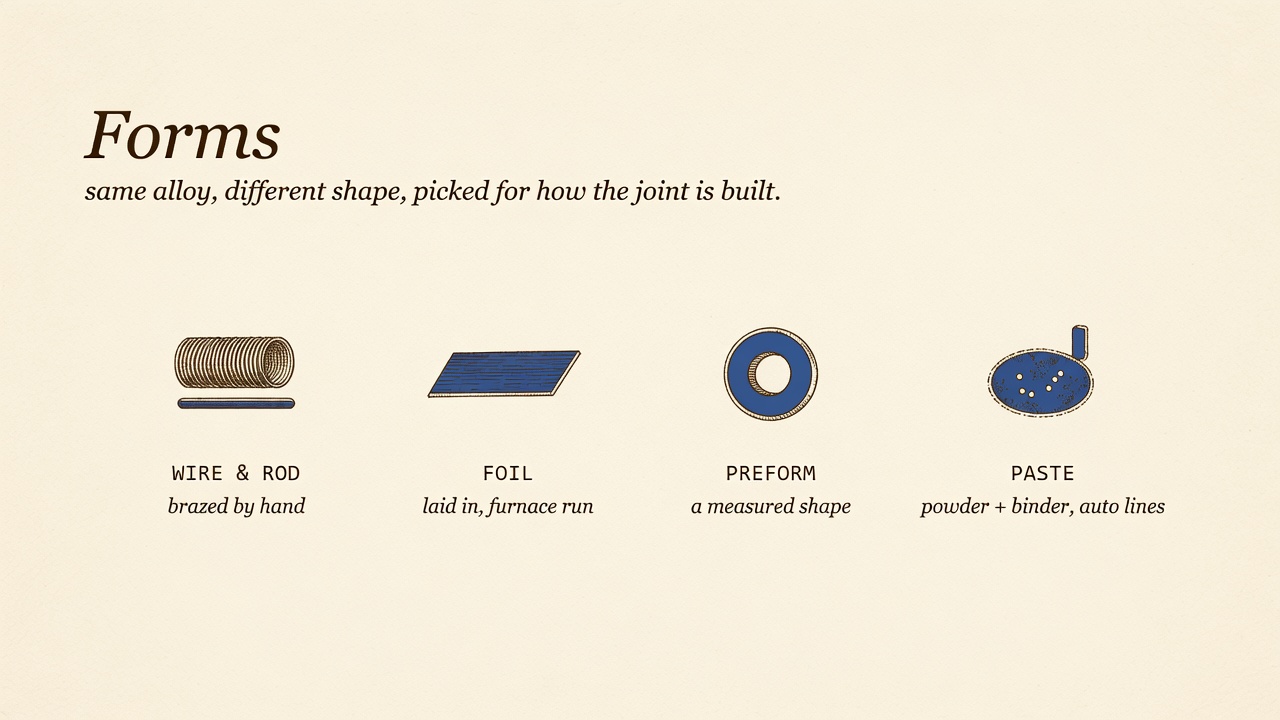
Forms
The same alloy ships in several shapes, and you pick the shape for how the joint is built: wire and rod for brazing by hand; thin foil and stamped preforms laid straight in the joint for a furnace run; paste — powder in a binder — for automated lines. Foil and preforms set a measured amount in a tight, clean gap; paste and powder carry a binder that has to be burned off first.
The plain case. A brazed joint fails on the way down from heat, not under load — when two metals contract by different amounts and tear the seam apart. So tubes lean on alloys cut to expand like the glass and ceramic they seal to, above all Kovar.
| Material | Expansion (ppm/K) |
|---|---|
| Kovar · molybdenum · borosilicate glass | ~5 |
| Alumina | ~7 |
| Stainless 304 · copper | ~17 |

Two camps: the low one and the high one. A joint across the gap needs a ductile filler to absorb the difference — that is the whole job of gold-nickel. And the trade's tell for a copper-to-stainless edge: braze inside, weld outside.
The hard half. A tube is full of ceramic — insulators, the RF window, feedthrough bodies — and a plain silver-copper braze beads off bare alumina like water on wax. The filler holds itself together more strongly than the bare oxide pulls on it, so it balls up and rolls off. To braze a ceramic you have to change that surface until the metal wants to spread on it. Two ways to do it — and they are the same trick done in two places. Make a metal-wettable surface: build it onto the ceramic first, or grow it with the filler in one shot.
Route 1 — metallize first (the classic)
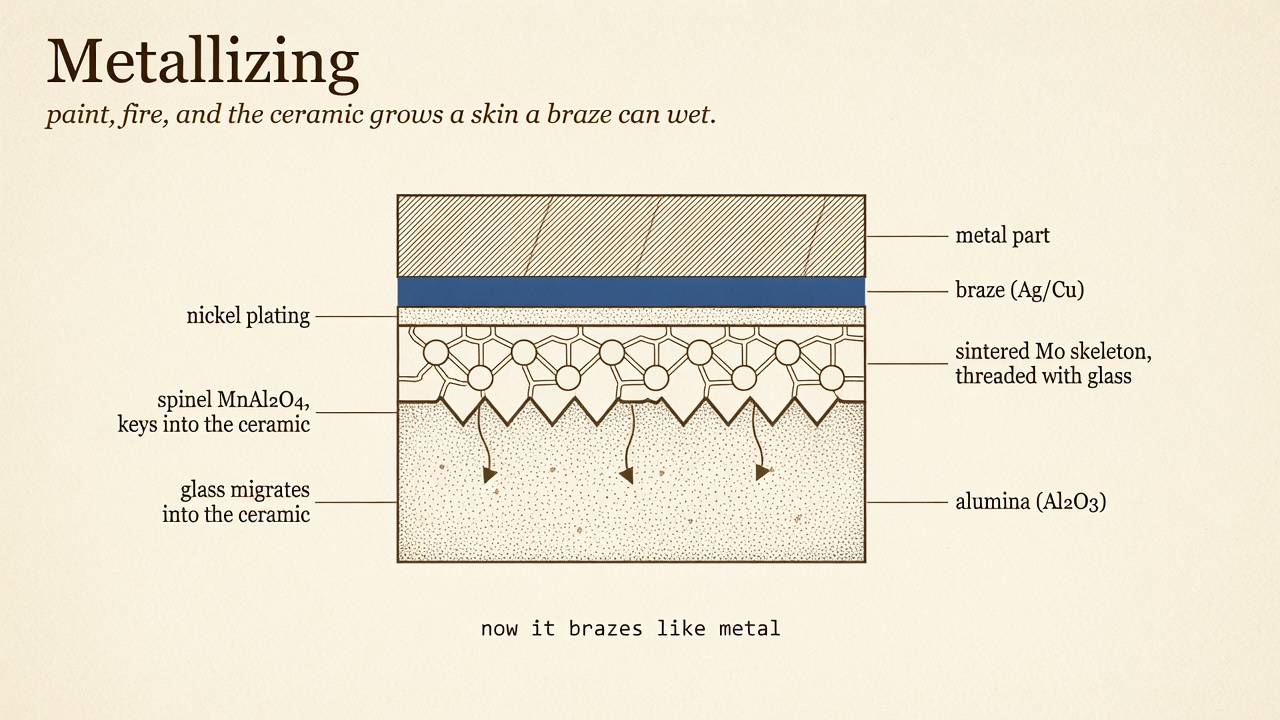
The proven way, and a real piece of craft. You do not polish alumina until it wets. You grow a thin, metal-bonded skin on it, then braze to that skin like any metal. On alumina, in order:
- the ceramic is often air-fired on receipt, to burn off shop dirt and set a clean oxide before anything else touches it;
- it is painted with a moly-manganese ink — molybdenum powder, manganese, and a little glass frit — by brush, screen, or robot;
- it is dried;
- then it is fired in wet hydrogen — the step that does the work, and the water in the gas is the whole point.
Dry hydrogen would leave everything bare metal. The trace of water changes that for one element only. Manganese pulls hard enough on oxygen that the water oxidises it to MnO, while the molybdenum — which has to stay metal — is left alone. The dividing line is the dew point of the gas: it sets the water-to-hydrogen ratio, and that ratio sets how much oxygen is on offer. Tune it right and the manganese oxidises while the moly does not. That one number is why the recipe is guarded.
The MnO does not sit still. It dissolves into the thin glass alumina already carries between its grains, thins it, and that glass — now mobile — is pulled by capillary force into the pores of the ceramic and up into the molybdenum painted on top. Where it meets the alumina it crystallises as a manganese-aluminate spinel, MnAl2O4, locked into the ceramic lattice. At the same time the molybdenum powder sinters into a continuous skeleton, keyed to the surface and threaded with that glass. Cooled, it leaves a layer that is metal on the outside and chemically rooted in the ceramic below — a few tens of microns of skin a braze will wet.
- it is plated with nickel (or copper) and fired again under hydrogen, so the plating keys to the moly and the braze flows clean;
- now it brazes like metal — silver-copper does the rest.
The steps are public. The numbers are not. The atmospheres — pure hydrogen, or a 90/10 mix — the dew points, the temperatures, the dwell times: that is bench lore, and it changes from one house to the next. Fab secrets, learned at the furnace.
Route 2 — active braze (one firing)
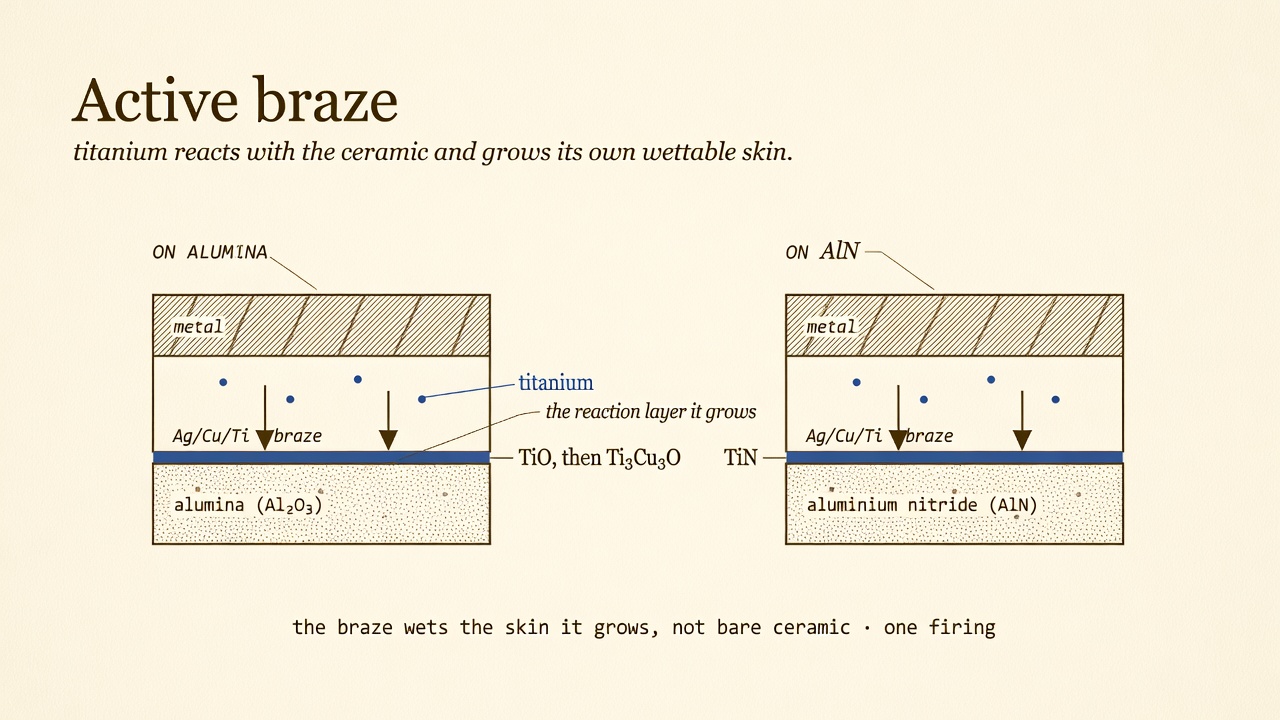
Put the reactive metal in the filler and let it build the wettable surface in place. A little titanium, carried in the molten silver-copper, finds the oxygen locked in the alumina and reacts with it right at the interface. What it grows is a thin, titanium-rich layer — far closer to a metal than the ceramic was — and the braze wets that. One firing instead of three.
The point worth keeping: the filler never wets the ceramic. It wets the layer it makes for itself. As the titanium reacts, the interface it leaves behind has a much lower energy than bare alumina, so the contact angle collapses — from a bead that rolls off, past the 90° line where wetting begins, down toward 10–20°. It is not instant. The reaction runs in stages: first the liquid creeping along the joint, then titanium diffusing to the front, then the reaction itself. Too short and the layer is patchy; too long and it grows brittle and thick. There is a window, and finding it is the craft.
What the layer is depends on how much titanium is active at the surface. Lean, and you get a simple titanium oxide, TiO. Richer, and a copper-titanium-oxide compound — Ti3Cu3O — builds along the interface instead. Either one carries enough metallic character for the braze to take hold.
And the ceramics get harder as you go. Alumina takes both routes easily. Aluminium nitride needs the active route, and it can throw brittle phases you have to design around. Boron nitride is the cliff edge — it barely wants to be wet at all. Doing BN cleanly is what separates the shop that can from the shop that can't.
Three ways, and knowing them is the craft.
1 · Cooldown
The expansion mismatch, worst across metal-to-ceramic. A brittle filler or a bad geometry cracks cold.

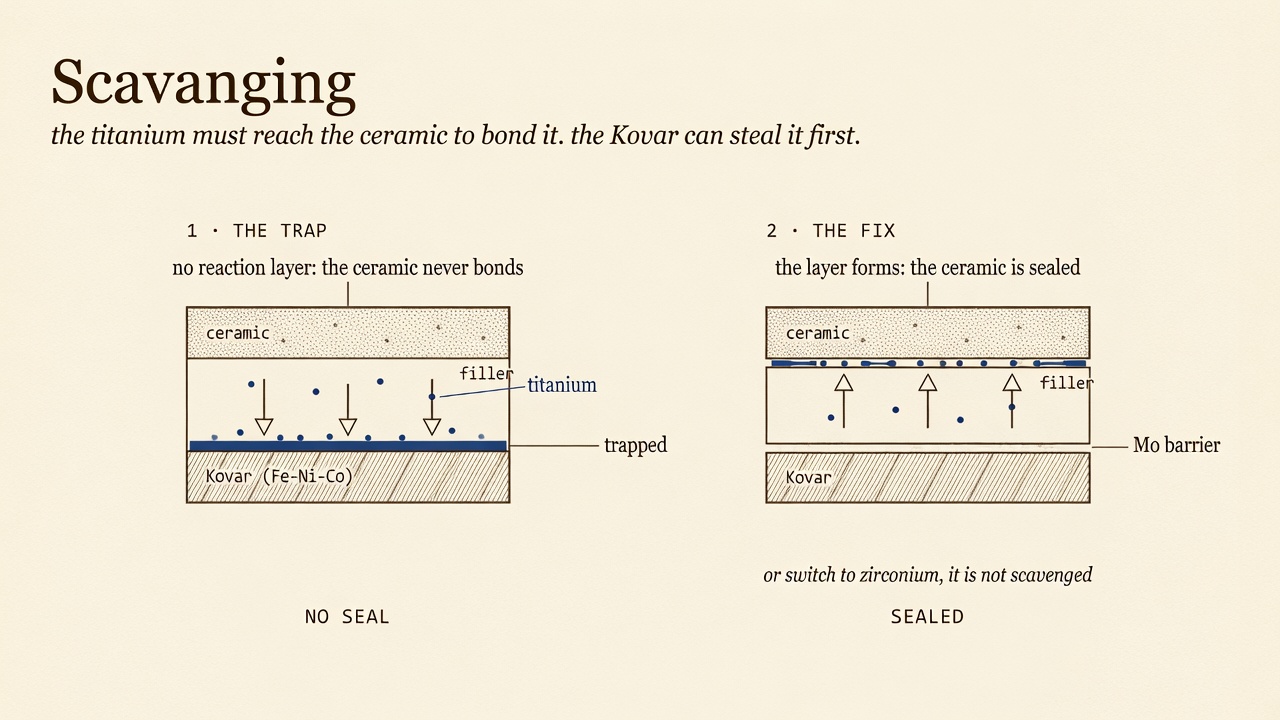
2 · Scavenging — the trap
Braze Kovar, or any iron-nickel-cobalt, to ceramic with a titanium-active filler, and the iron and nickel eat the titanium before it reaches the ceramic. No reaction layer, no seal.
It fails silently. Block it with a thin molybdenum barrier, or switch the active metal to zirconium, which does not scavenge.
3 · Volatiles
The vacuum ban — and a titanium-active braze needs a good vacuum anyway, or the titanium just oxidises.
The crossing
A fusion first wall bonds tungsten to copper and cycles it to plasma heat. A quantum cryostat rides the same mismatch down to a few millikelvin. The first wall, the cryostat, and the X-ray tube are the same brazed joint, judged by the same three failures — a lesson one world paid for in full, the next can simply borrow.
Who designs, supplies and studies brazing and high-temperature joining, worldwide. Filter by region.
Palo Alto, US
Vacuum electronicsTWTs, klystrons, precision vacuum brazing
California, US
Ceramic-metalActive braze, hermetic assemblies
California, US
Ceramic-metalBrazed ceramic-metal, hermetic packages
San Diego, US
Fusion W-CuPlasma-facing components, HIP
Clinton, US
SinteringAg and Cu sinter paste, NanoFoil reactive foil
Michigan, US
Nickel fillersNicrobraz fillers, aero brazing
Ohio, US
Filler metalsPrecious and Ti-bearing fillers, seal materials
Arizona, US
AMB substratesSi3N4 active metal brazed substrates
Salt Lake City, US
X-ray tubesX-ray tubes, ceramic-metal seals
Tennessee, US
Nuclear joiningSiC/SiC joining, diffusion bonding
New Mexico, US
Hermetic sealsGlass-metal and ceramic-metal seals
California, US
AcceleratorsOFE copper RF, UHV brazing
Ohio, US
Process transferIndustrial brazing and diffusion bonding
Osaka, Japan
Joining scienceActive braze, TLP, laser brazing
Harbin, China
Ceramic-metalHEA fillers, CMC joining, reinforced fillers
Kyoto, Japan
UHV feedthroughsCeramic-metal, AMB substrates, feedthroughs
Japan
Fusion divertorTungsten monoblocks, HIP, series qualification
Zhengzhou, China
Braze fillersBrazing alloys, flux, R&D
Japan
Die-attachSinter paste for power modules
Tokyo, Japan
Precious fillersAu, Ag, Pd fillers, sinter paste
Nagoya, Japan
Ceramic-metalTechnical ceramics, ceramic-metal assemblies
Tokyo, Japan
Die-attachSolders and sinter paste
Osaka, Japan
SinteringAg sinter paste, solders
Korea
ManufacturingBrazing, electronic packaging
Beijing, China
Amorphous foilsNi amorphous brazing foils for diffusion
Taiwan
Power electronicsJoining, packaging, power modules
Germany
Ceramic joiningHigh-temperature joining, active braze
France
Diffusion bondingW-Cu for ITER, heat exchangers
Switzerland
AcceleratorsVacuum brazing, OFE copper
Austria
Refractory metalsX-ray anodes, fusion tungsten, brazed parts
Germany
Hermetic sealsGlass-to-metal seals, feedthroughs
United Kingdom
Active brazeCusil, Ticusil, Incusil active fillers
Germany
Die-attachAg and Cu sinter paste, AMB substrates
Germany
Filler metalsSilver and gold fillers
France
QualificationNational braze reference, ATG Brasures
France
Hermetic packagesPackages and feedthroughs
United Kingdom
Diffusion bondingDiffusion bonding and brazing R&D
Sources — rated A/B/C
- [A] Filler families, brazing > 450 °C — AWS A5.8 specification.
- [A] Metallurgical bond by interdiffusion (metal–metal) — review, Brazing filler metals (Int. Mater. Rev.).
- [A] Wetting → van der Waals → chemical bond — adsorption theory of adhesion (ScienceDirect).
- [A] Wetting kinetics: non-reactive spreading in tens of milliseconds, front >10 mm/s; reactive wetting in seconds to minutes — Eustathopoulos et al., SIMaP, Grenoble (J. Mater. Sci. 45, 2010).
- [A] Mo-Mn in wet hydrogen: Mn-aluminate spinel, glass migration — ScienceDirect / US Patent 3,537,888.
- [A] Gold-nickel 82/18, wets W·Mo·SS — SAE AMS 4787.
- [A] Kovar Fe-Ni-Co, expansion match to glass/alumina — ScienceDirect / ASM.
- [A] Active brazing: Ti reaction layer, contact angle ~80°→~10° — Nature Sci. Reports / Eustathopoulos.
- [A] Ti scavenging by Fe-Ni-Co; Mo barrier / Ag-Cu-Zr fix — Sandia (OSTI 15199).
- [B] Cusil/Cusin/Ticusil compositions; Mo-Mn + nickel route — Morgan / Wesgo.
- [B] Vacuum-grade fillers (BVAg), Cd/Zn ban — Lucas-Milhaupt.
- [C] Braze forms (wire, foil, preform, paste); step brazing of tubes — ASSEMBLY / trade.